



|

- 品牌:东源
- 货号:1
- 价格: ¥1000/台
- 发布日期: 2020-02-13
- 更新日期: 2025-04-19
| 外型尺寸 | 定制 |
| 品牌 | 东源 |
| 货号 | 1 |
| 用途 | 广泛 |
| 型号 | 定制 |
水利钢制闸门安装步骤:
1、首先测量主、反轨道厚度的尺寸和闸门的厚度尺寸,三者尺寸之和应小于闸槽的预留尺寸,如小于的话可以准备安装,如大于的话要设法找原因解决。 2、看准流水方向和闸门是前止水﹙面板止水﹚还是后止水。3、测量、寻找吊点中心线和闸门底止水的位置尺寸,明确闸门的底止水在闸槽的位置。4、根据闸门底止水在闸槽中的位置,把底坎放入闸槽底部,尽量使底止水在底坎面板的中央位置,用水平尺测量底坎面的平整度,水平后开始点焊稳固。 5、再按出水口宽度和闸门的厚度,确定主轨的位置用垂线吊直主轨面然后把主轨的钢筋和预埋筋点焊连接稳定。 6、根据出水口尺寸和闸门的宽度放反轨,其方法和稳定主轨方法一样。 7、安装门楣,按出水口的高度为门楣的底部,门楣的面和迎水面的轨道面相平,然后和预埋钢筋点焊连接。 8、都点焊连接住后,再重新测量出水口的宽高和门槽的宽度,如都符合图纸要求的尺寸,就开始焊接稳固;如有不符,调整后焊接稳固。 9、焊接稳固好后,可以顺闸门试装,试装顺利吊起闸门,按二期预留的尺寸支盒子板准备进行灌注混凝土;试装不顺利找出问题,调整好再灌注混凝土。 10、不锈钢插板闸门和调节堰门一般和闸槽是一体的,首先把闸门设计出水口对准,工地现场出水口,然后从侧面和正面将闸槽吊线调正,和一期预埋钢板或预埋钢筋连接固定,再做二期混凝土预埋。

水利钢制闸门制造的详细信息
1、闸门制作
闸门制造及组装方案根据工程技术文件及图纸所示
① 施工前,按施工详图和技术规范要求,编制好制造工序流程
②闸门制造工序流程如图
放样 → 划料 → 面板拼接 → 顶底梁位置固定→ 一边梁固定 → 主梁下翼板腹板固定 → 另一边梁固定→ 主梁上翼板固定 → B—B剖面纵梁点焊 → C—C剖面纵梁点焊 → 次横梁固定 → 吊座焊接 → 加强点焊 → 背格对称焊接→ 闸门分块翻身 → 面板及背格全方位焊接
2、闸门制作工序流程
⑴、原材料
①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关国家标准和部颁标准,并附有出厂材料质量证明文件和合格证, 我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。
②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料 放样和下料。
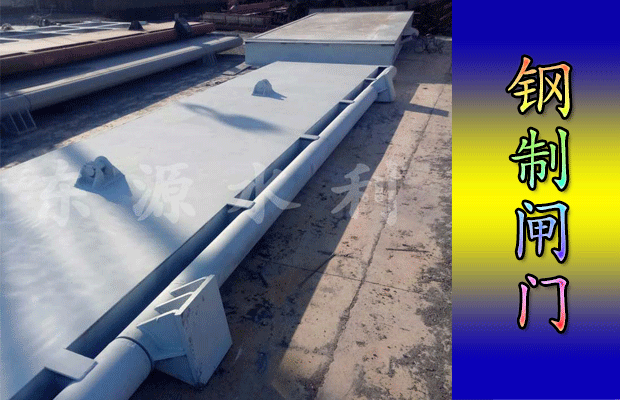
水利钢制闸门操作注意事项:
1、在闸门安装前,首先检查各连接部位的螺栓是否因运输装卸中造成的松动,如有松动应加以紧固。
2、检查主立框与横框连结上的止水面是否有错位,如有错位则松动连接螺栓将止水面调整在同一平面内。
3、闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸框变形。
4、二期浇筑前将闸门整体吊装就位后找好前后、左右的正确位置,然后调整螺栓与工程配钢筋焊牢固。
5、闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了压板卡铁,立框的斜铁上增加了顶丝。注意在间隙调整后将卡铁和斜铁上的顶丝拆除,以使闸门启闭。
6、在浇筑混凝土时,流进闸板、闸框、斜铁、挡板间隙中的灰浆应清除,防止灰浆凝固影响启闭。





