



|

- 品牌:东源
- 货号:1
- 价格: ¥1000/台
- 发布日期: 2020-02-20
- 更新日期: 2024-12-28
| 外型尺寸 | 定制 |
| 品牌 | 东源 |
| 货号 | 1 |
| 用途 | 广泛 |
| 型号 | 定制 |
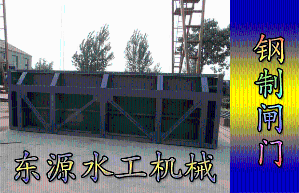
水渠钢制闸门操作规定,钢制闸门供应商 钢制闸门操作规定: 第一,钢制闸门启闭机在运作过程中,必须由单位负责人发出调度指令否则不能擅自启闭,后果自负。 第二,非工作单位相关人士一律不得操作钢制闸门启闭机以及相关设备。 第三,操作人员必须经过专业培训,思想集中、爱岗敬业、有责任心,并在操作过程中严格按照使用流程,机器运作中严格监督,防止出现事故。 第四,开机前首先要检查水力设备是否正常,各部分有无损坏。并在记录本中记录当天设施情况。第五,关机后要检查各个配件情况是否出现漏关,并将当天调度人、操作人、关机时间工作情况记录。第六,如果中途发生停电,应将开关置于空档,并拉闸断电卸掉传动皮带。以上便是钢制闸门启闭机工作规定的总结,希望各单位在使用过程中一切顺利。选购优秀钢制闸门、启闭机、铸铁闸门、我厂将为您提供优质的产品与服务。

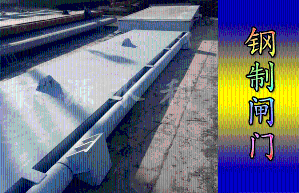
水渠钢制闸门
的设计规范:在焊接时不应该随意加大焊缝,而且也要避免多条焊缝交叉集中,避免因水流而造成不利的影响。对于闸门的承重构件以及连接件,我们应该验算其正应力以及剪应力,这一点是在闸门设计、施工、维护中都要注意的。其中溢洪道漏顶式平面钢闸门需要按照设计图进行制定,而且其技术指标要完全按照原水电部水利水电规划设计院对技术标准进行制定。对于应用于大型工程中的闸门应该要做专门的研究,避免出现各种各样的小问题。

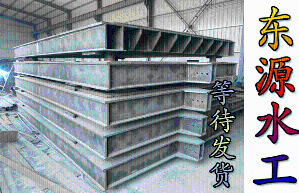
水渠钢制闸门制造的详细信息
1、闸门制作
闸门制造及组装方案根据工程技术文件及图纸所示
① 施工前,按施工详图和技术规范要求,编制好制造工序流程
②闸门制造工序流程如图
放样 → 划料 → 面板拼接 → 顶底梁位置固定→ 一边梁固定 → 主梁下翼板腹板固定 → 另一边梁固定→ 主梁上翼板固定 → B—B剖面纵梁点焊 → C—C剖面纵梁点焊 → 次横梁固定 → 吊座焊接 → 加强点焊 → 背格对称焊接→ 闸门分块翻身 → 面板及背格全方位焊接
2、闸门制作工序流程
⑴、原材料
①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关国家标准和部颁标准,并附有出厂材料质量证明文件和合格证, 我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。
②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料 放样和下料。





